您好,欢迎访问畅享科技!
- 联系我们
- 关注微信

您好,欢迎访问畅享科技!
全国免费咨询热线
185-8849-8922
免费咨询热线
185-8849-8922
第一部分 模具基本信息(客户类型胶料产品及模具尺寸钢材)
第二部分 产品说明及要求(产品成型及脱模难点)
第三部分 模具结构设计(浇注分型顶出复位冷却模具动作)
第四部分 模具制造、加工(NCEDMWC省模装配等)
第五部分 注塑工艺(烘料要求模温料温注塑周期锁模力射胶压力)
第六部分 总结
模具基本信息

一.客户要求:
1.此产品为透明胶件,夹线及外观质量要求很高。
2.平均壁厚只有2.3mm,而客户要求啤塑周期为70S。
3.客户接受前模倒扣采用弹前模结构,抽屉后模大侧面倒扣采用大斜顶带动小斜顶结构。
二.模具材料及配件规格:
1.A板原身,选用2711预硬钢材;B板材料为1.2311。
2.下模肉、行位及其他成型零件选用2711预硬钢材,其中斜顶氮化深0.15、硬度HRC50~52。
3.模胚除AB板外,选用中碳钢1050;模胚标准件采用HASC0相等规格。
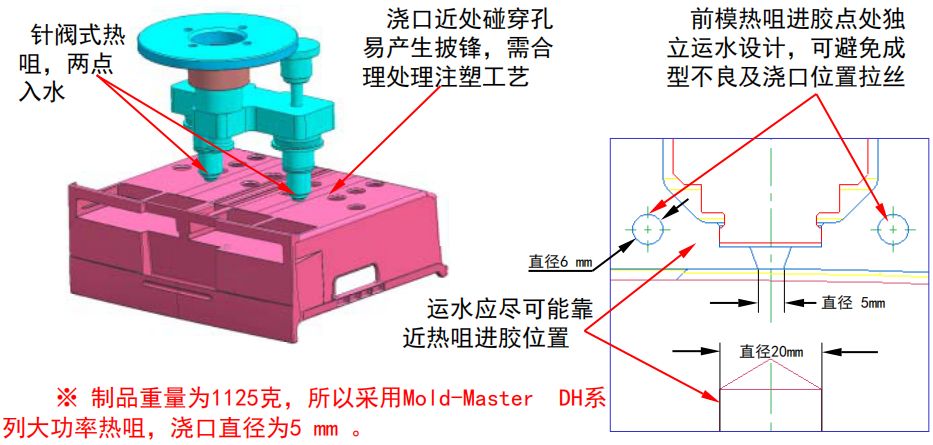
4.热流道采用Mold-Master针阀式热咀,两点入水;接线盒及电源/电偶插座采用HARTING规格。
5.大行位油唧采用PARKER油唧;快插喉咀采用STAUBIL规格。
产品说明及要求:
此抽屉产品为透明件,熔接线及结构夹线构复杂,模具成型时多处位置需脱倒扣。

模具结构设计
一.浇注系统(热流道系统):
采用Mold-Master针阀式热咀,两点入水;入水位置已通过MoldFlow分析验
证
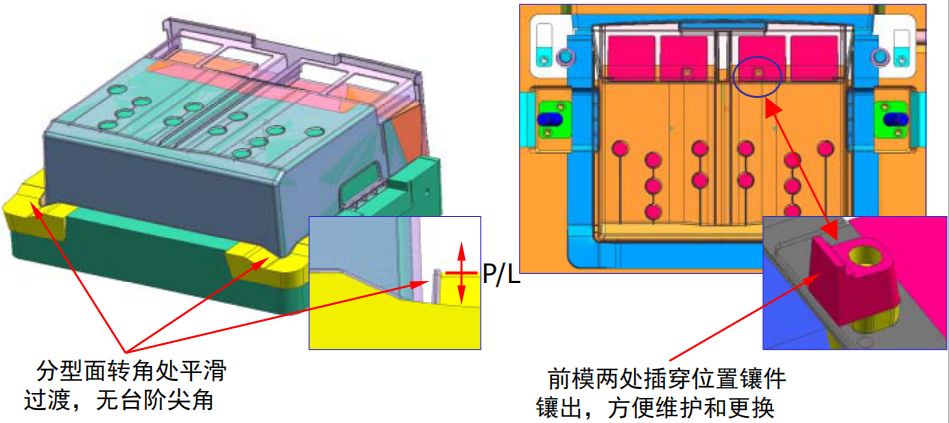
二.成型结构:
1.分型面设计:从产品R角位拉出,转角处平滑过渡,无台阶尖角。
2插穿处薄钢位处理:前模两处插穿位置镶件镶出方便维护和
三.侧向分型与抽芯机构:
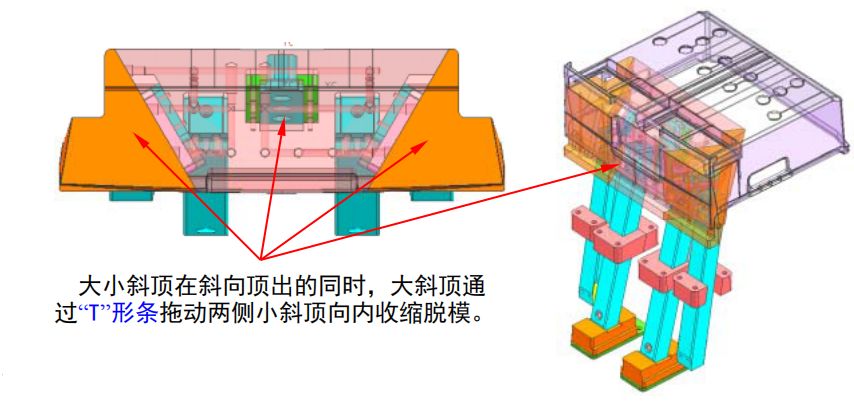
1.组合斜顶结构:
把斜顶设计为三段,中间大斜顶在顶出驱动下斜向顶出,而两侧小斜顶与
大斜顶在出模方向有角度差(小斜顶角度小于大斜顶);大斜顶利用大小斜顶
之间水平方向的结构角度, 通过“T”形条拖动两侧的小斜顶在斜向顶出的同时
向内收缩脱模;结构成熟可靠,很有推广意义。
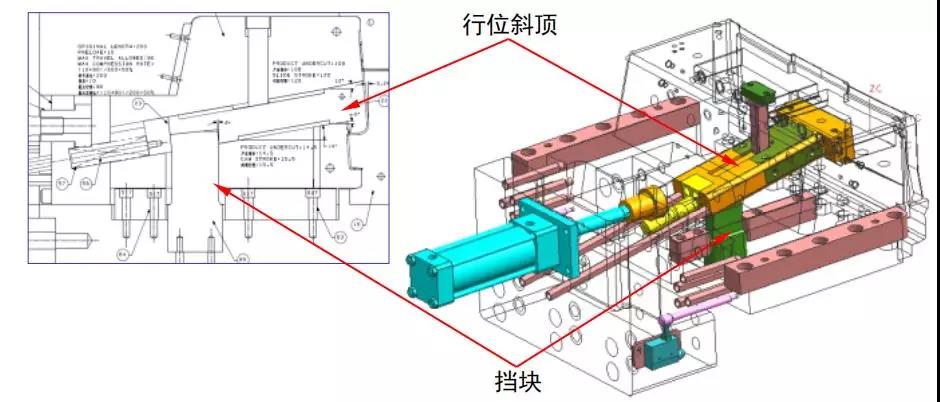
2.行位斜顶结构:
大行位向外移动,行位斜顶被固定在B板上的挡块挡着,使其在行位斜槽作用下向上移动脱出倒扣;挡块与行位斜顶脱开,行位斜顶与大行位一起向外移动,完成脱模。结构成熟可靠,有推广意义。
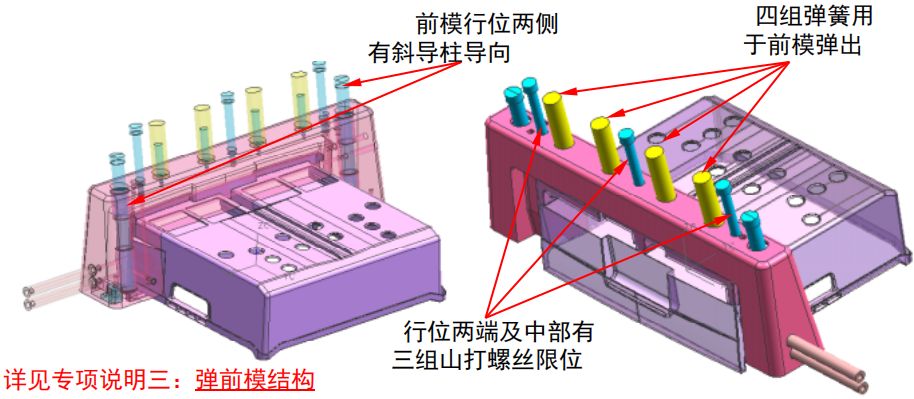
3.弹前模结构:(前模行位)
抽屉正面内侧倒扣,前模采用弹前模结构;前模行位长度有670mm长,所以两侧有斜导柱导向,行位中部有四组弹簧用于前模弹出;另外,行位两端及中部有三组山打螺丝限位。
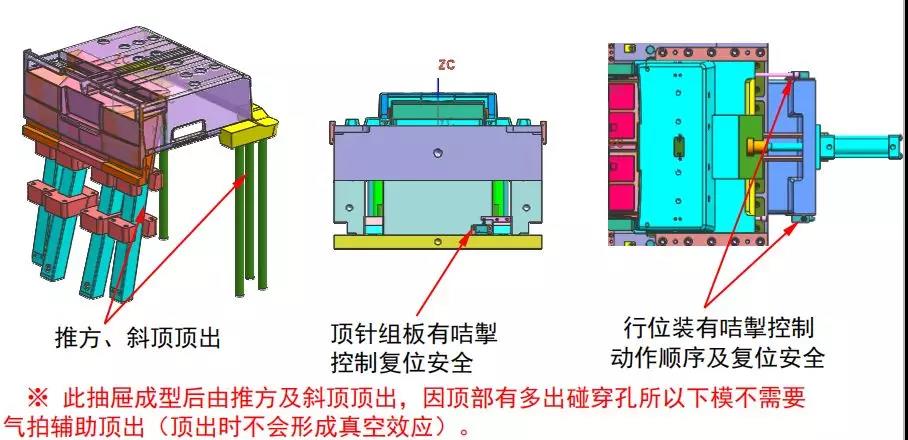
4.顶出及复位系统:
推方、斜顶顶出,顶出安全方便取件;由于油唧行位在开合模时有严格的顺序要求,因此油唧行位装有咭掣控制动作顺序。
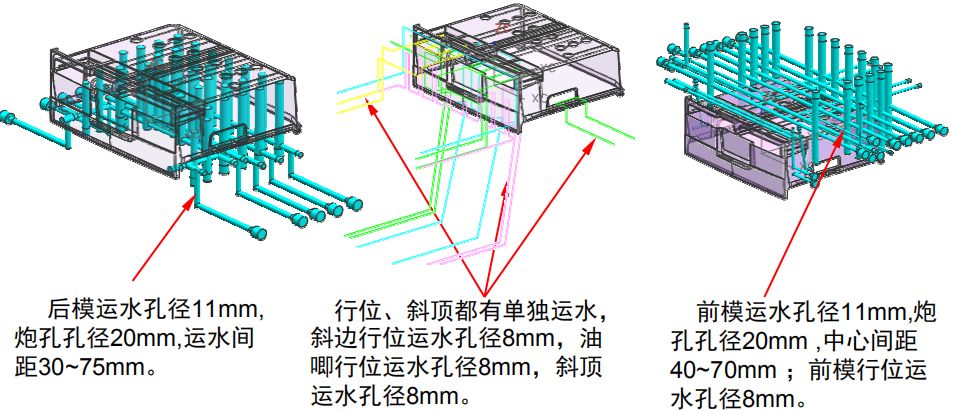
5.冷却系统:
前模原身出使模具冷却快,各行位斜顶和热咀都有单独运水,整体冷却充分。
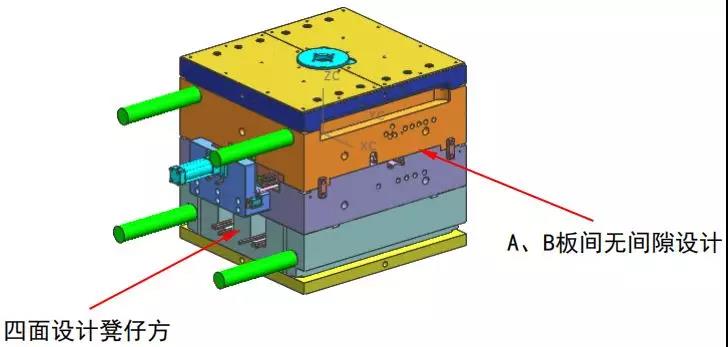
6. 其他结构:
产品投影面积较大,约1755CM2,A、B板间无间隙设计,使承压面足够。四面设计凳仔方。
模具制造、加工
一.模具加工工艺
<一>.NC加工注意事项:
1.针对下模加工深度较大的特点,应采用分段开粗的原则,通过设置不同的刀长、加工余量与切削深度,确保安全、高效。
2.针对下模推方槽易弹刀的特点,在推方槽拐角位,应加设圆弧过渡,避免加工方向突然改变。推方槽胶位一侧,应适当增大余量或抽面平移予以保护,以预防弹刀。
<二>.EDM加工注意事项:
1.下模周圈推方应装入下模一起电蚀,以防推方处夹线。
2.下模电蚀时,应沿一个方向逐一电蚀,避免加工起级。
3.下模大余量部分采用碳公开粗,采用大火花位,并适当增加放电余量。
<三>.线割加工注意事项:
在NC加工完后再执行线割工序,并注意按NC加工所提供的辅助基准正确碰数。
二.模具装配工艺(制作工艺)
注塑工艺:
烘料条件:80ºC,2~4小时。模温40~80ºC,此产品建议取大值,以减弱熔接线影响。
注塑尽可能高速注射,合理保压,以减少缩孔。试模时锁模力为650吨,射胶压力为950kgf/cm2,射胶保压为7秒,冷却时间为18秒,顶出行程为105mm。
产品啤塑周期为53秒。
总结、说明:
1.组合斜顶结构:大小斜顶在斜向顶出的同时,大斜顶通过“T”形条拖
动两侧小斜顶向内收缩脱模。此结构新颖,有创意。
2.冷却系统 、浇注系统 、顶出系统设计合理 。
3.整体结构紧凑,结构简洁合 ,动作安全可靠 。
4.整体加工合理(非胶位部分EDM少) ,装配工艺合理,易于更换
(两处薄钢位作镶件,易于更换)
Copyright ? 2002-2023 深圳市畅享科技有限公司 版权所有 粤ICP备18100137号-1 XML地图



