您好,欢迎访问畅享科技!
- 联系我们
- 关注微信

您好,欢迎访问畅享科技!
全国免费咨询热线
185-8849-8922

塑胶模具结构千变万化,其中常规侧向抽芯是很普遍,但在侧向抽芯里面做顶针、司筒、扁顶就不是很常见。但有些模具必须要做这些结构才能顺利脱模,相信很多模具设计爱好者对这...
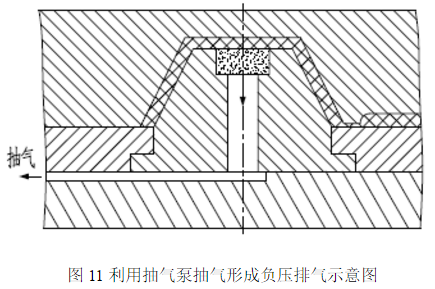
塑料制品的注射成型过程其实是一个置换过程,就是把模具型腔内的空气置换成相应的塑料材料的一个过程。当塑料熔体注入模具型腔时,必须依次排出浇注系统与型腔内的空气以及塑料...
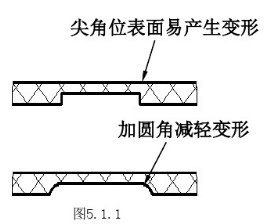
2、脱模斜度检查要结合产品的咬花纹号看是否足够(应注意配合部位及重要的外观面须在图上做出,不要让模设人员自已定)。 ●机加工行业规定:未注明脱模斜度的在开模时:外形---大...

塑胶原料(LC塑胶原料批 发,耐高温塑胶材料,PPS,LCP,PET,PA,PES塑胶原料供应商):主要成份是树脂,是由高分子合成树脂为主要成份渗入各种辅助料或增添剂,在特定温度,压力下具有可...

20世纪70年代以来,出现了一种带有化学反应的注射成型,称为反应注射成型,发展很快。...
Copyright ? 2002-2023 深圳市畅享科技有限公司 版权所有 粤ICP备18100137号-1 XML地图