一)、产品图面的检查
1、干涉分析检查(要特别注意部分产品的潜在变形可能).
2、脱模斜度检查要结合产品的咬花纹号看是否足够(应注意配合部位及重要的外观面须在图上做出,不要让模设人员自已定)。
●机加工行业规定:未注明脱模斜度的在开模时:外形---大头依图面尽寸,孔——小头依图面尽寸
3、检查配合间隙是否合适.
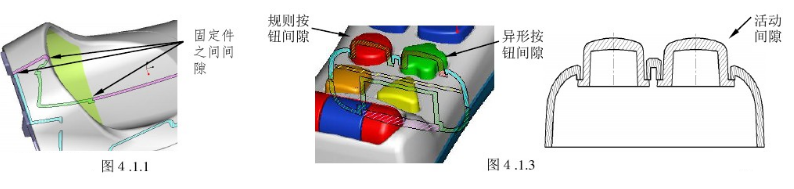
(1)小件固定件之间配合间隙0.05~0.1mm(大件要加大),如图4.3.1所示;
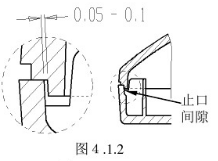
(2)小件面、底壳止口间隙0.05~0.1mm(大件加大),如图4.3.2所示;
(3)规则按钮(直径0015 )的活动间隙(单边)0.1~0.2mm;规则按钮(直径0>15 )的活动间隙(单边)0.15~0.25mm;异形按钮的活动间隙0.3~0.35mm,如图4 3.3所示。
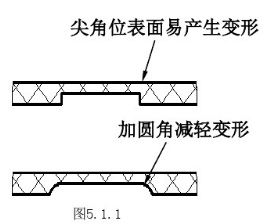
5、尖角易造成产品变形:
6、筋位厚薄不当
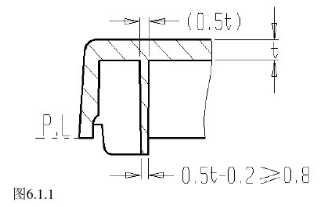
筋位:筋位厚度应小于等于0.5t(t为胶件壁厚),-般骨位厚度在0.8~1.2mm范围。
当筋深15mm以上,易产生走胶困难、困气,模具_上可制作镶件,也方便省模、排气。
筋深15mm以下,脱模斜度应有0.5以上;筋深15mm以_上,根部与顶部厚度差不小于0.2 mm
二)、模具钢材选用
1、寿命不高的模具一般用P 20.
2、寿命高的非透明件模具用718H或738H.
3、透明件用NAK80或S136(H).
4、斜顶料用SKD61(淬火处理).
5、表面质量要求高的模具(如手机/MP3/相机等)或产量高的模具一般最好做热处理或表面氮化.
6、氮化处理除不锈钢不宜外(如M310、S136、M300、 136H、2316VOD、2316ESR、PAK90),其它钢料均可氮化处理,氮化后表面硬度达HRC59以上,厚深0. 0 5至0.2mm
三) 、模具排位
(排位是指据客户要求,将所需的一 -种或多种胶件按合理注塑工艺、模具结构进行排列)
1、电镀件及喷油件不可与非电镀件及非喷油件放入同-套模具中.以防止因电镀或喷油过程中的报廢而造成产量不匹配.
2、可能将来用作共用件的产品不要和其它产品开在同-套模具中.
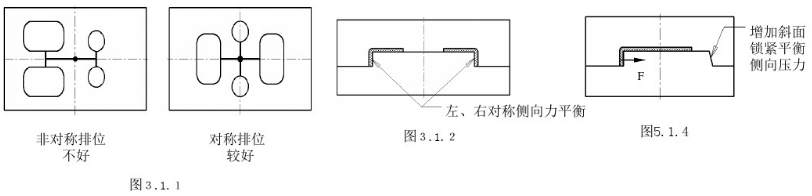
3、力求型腔压力平衡型腔压力平衡。型腔压力分两个部分,一是指平行于开模方向的轴向压力;二是指垂直于开模方向的侧向压力。排位应力求轴向压力、侧向压力相对于模具中心平衡,防止溢胶产生批峰。
满足压力平衡的方法:
A、排位均匀、对称。轴向平衡如图3.1.1 ;侧向平衡如图3.1.2
B、利用模具结构平衡如图5.1.4这是一种常用的平衡侧压力的方法
四) 、分型面的确定
1、细小孔位处分模面的处理.
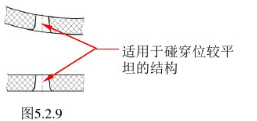
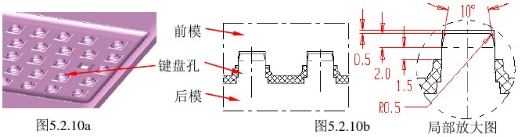
A、直接碰穿如图5.2.9,适用于碰穿位较平坦的结构。但对于“键盘”类的按键孔(如图5.2.10a),为了改变有可能产生的“批锋”的方向,常采用插穿形式的结构及尺寸,如图5.2.10b所示。
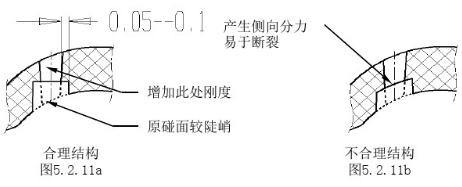
B、中间平面碰穿如图5.2.11a,适用于碰穿位较陡峭的结构(如曲面上的透气孔)合理结构
五)、文字/图案的处理
模具上文字、图案的制作方法通常有四种:
(1)、晒文字、图案(也称化学腐蚀);
(2)、用电极放电(雕刻电极或CNC加工电极);(若是凹字须于开模前提出)
(3)、雕刻或CNC直接加工模具( 要求不高并且简单时)
(4)、电铸(一-般在按键开模中较常使用,当要求符号电镀后有高光亮效果时采用,但成本高,电铸型腔寿命短且生产周期长(18天左右),同时强度及硬度差易损坏,所以开模时一定要记住做配品.电铸型腔定做时须加高,防止产品改高而报废.